Вопрос к знатокам NCStudio
Как сделать чтобы траектории в програме было видно ещё до того как фреза пройдет по ней. Как в Mach3, где траекторию видно сразу после загрузки файла
спасибо
NC-Studio часть 2
Сообщений 901 страница 1000 из 1085
Поделиться90110-12-2019 12:19:15

Поделиться90310-12-2019 12:56:35
Это я знаю, но как только я отключаю симуляцию и начинаю рез все исчезает
Поделиться90410-12-2019 13:01:34
- Гуру

- Откуда: г. Саратов
- Зарегистрирован: 09-05-2009
- Приглашений: 0
- Сообщений: 1172
- Уважение: +388
- Позитив: +694
- Пол: Мужской
- Возраст: 73 [1952-06-07]
- Провел на форуме:
28 дней 13 часов - Последний визит:
Сегодня 13:25:15
Так вроде это кнопка симуляции траектории обработки?
И при нажатии на неё видно, как пройдёт фреза и чего останется, а не куда пойдёт фреза (о чём вроде спросили).
Поделиться90510-12-2019 13:03:45
Возможно это и лишнее, но я привык за несколько лет работы в маче постоянно видеть всю картину, и поэтому подумал что может и здесь есть такая возможность
Поделиться90610-12-2019 13:04:55
- Гуру
- Откуда: г. Саратов
- Зарегистрирован: 09-05-2009
- Приглашений: 0
- Сообщений: 1172
- Уважение: +388
- Позитив: +694
- Пол: Мужской
- Возраст: 73 [1952-06-07]
- Провел на форуме:
28 дней 13 часов - Последний визит:
Сегодня 13:25:15
Такой возможности нет. Да и не нужна она, привыкнете!
Поделиться90710-12-2019 13:06:49
окау, спасибо.
а ещё вопрос по пультам управления для ncstudio. Какой кто может порекомендовать
Поделиться90810-12-2019 14:13:36
ptolik написал(а):
Возможно это и лишнее, но я привык за несколько лет работы в маче постоянно видеть всю картину, и поэтому подумал что может и здесь есть такая возможность
У НЦ студио визуализация только пройденного пути, и то примитивная.
а ещё вопрос по пультам управления для ncstudio. Какой кто может порекомендовать
Все зависит от платы Ncstudio 3g будет пульт а за 25$ только через xpadder геймерский джойстик.
Отредактировано NikolayUa24 (10-12-2019 14:19:03)
Поделиться90910-12-2019 16:48:54
плата Weihong CNC Adaptor PCIMC-3D
Поделиться91010-12-2019 18:24:13
ptolik написал(а):
PCIMC-3D
Она ? только через xpadder геймерский джойстик. 
С пультом управления https://ru.aliexpress.com/item/33049792 … L&mp=1
Поделиться91110-12-2019 23:31:22
- Местный

- Откуда: ХМАО-Югра г.Югорск
- Зарегистрирован: 28-03-2011
- Приглашений: 0
- Сообщений: 152
- Уважение: +57
- Позитив: +341
- Пол: Мужской
- Возраст: 47 [1978-02-16]
- Провел на форуме:
11 дней 21 час - Последний визит:
01-06-2022 11:04:49
Уважаемый NikolayUa24, без малого 10 лет назад как начал пользоваться xpadder с джойстиком defender так и продолжаю. У джойстика пару раз хвост usb`шный перепаивал, xpadder пару раз обновлял. Мне просто пульт DSP`ишный полноценный был не нужен как и простой энкодер вот и нашел ему замену. Проблемы в этом никакой не вижу и покупать что-то другое смысла не вижу.
По внешнему виду Вашей платы с уверенностью могу сказать что только сторонний джойстик. Разъёма под энкодер на ней нет.
Поделиться91211-12-2019 12:30:26
Andrew_SV_GAD написал(а):
Уважаемый NikolayUa24, без малого 10 лет назад как начал пользоваться xpadder с джойстиком defender так и продолжаю. У джойстика пару раз хвост usb`шный перепаивал, xpadder пару раз обновлял. Мне просто пульт DSP`ишный полноценный был не нужен как и простой энкодер вот и нашел ему замену. Проблемы в этом никакой не вижу и покупать что-то другое смысла не вижу.
По внешнему виду Вашей платы с уверенностью могу сказать что только сторонний джойстик. Разъёма под энкодер на ней нет.Подпись автора
Не ждите ЧУДА!
ЧУДИТЕ САМИ!!
Я и не жду чуда ни от xpadder с джойстиком и от NCStudio. Мне работа НЦ не по душе я ее продал а подключал джойстик wifi через xpadder но он не всегда подхватывал назначенные горячие клавиши в НЦ пока не сделаешь клик в программе.
Поделиться91316-12-2019 21:48:20
NikolayUa24 написал(а):
Она ? только через xpadder геймерский джойстик.
С пультом управления https://ru.aliexpress.com/item/33049792 … L&mp=1
похожая но не она.
Поделиться91417-12-2019 10:09:21
ptolik написал(а):
NikolayUa24 написал(а):
Она ? только через xpadder геймерский джойстик.
С пультом управления https://ru.aliexpress.com/item/33049792 … L&mp=1
похожая но не она.
ptolik написал(а):
NikolayUa24 написал(а):
Она ? только через xpadder геймерский джойстик.
С пультом управления https://ru.aliexpress.com/item/33049792 … L&mp=1
похожая но не она.
Цена ??? 30$-3D,150$-3G,700$-PM53C ,1500$-PCIMC-95A
Поделиться91525-12-2019 13:04:30
- Местный

- Откуда: Брянск
- Зарегистрирован: 18-09-2014
- Приглашений: 0
- Сообщений: 100
- Уважение: +3
- Позитив: +25
- Пол: Мужской
- Провел на форуме:
4 дня 4 часа - Последний визит:
19-03-2025 11:52:36
Добрый день, спрашивал на других ресурсах мне не подсказали, вопрос такой - есть 2 станка, ездят под нц студией, разница в чем - один станок отправляю по одной оси например х на 100 мм, он проезжает эти 100 мм верно, но в нц студии в поле координат отображается число 99.989, второй станок отправляю на 100 мм, он проезжает правильно 100 мм и в графе перемещения оси тоже отображает 100 мм. Почему так происходит? Почему 99.989 а не 100?
Поделиться91625-12-2019 13:09:27
- Администратор

- Откуда: Россия
- Зарегистрирован: 02-10-2009
- Приглашений: 342
- Сообщений: 7812
- Уважение: +3008
- Позитив: +1984
- Пол: Мужской
- Провел на форуме:
10 месяцев 2 дня - Последний визит:
07-07-2025 21:38:33
Erectly написал(а):
Добрый день, спрашивал на других ресурсах мне не подсказали, вопрос такой - есть 2 станка, ездят под нц студией, разница в чем - один станок отправляю по одной оси например х на 100 мм, он проезжает эти 100 мм верно, но в нц студии в поле координат отображается число 99.989, второй станок отправляю на 100 мм, он проезжает правильно 100 мм и в графе перемещения оси тоже отображает 100 мм. Почему так происходит? Почему 99.989 а не 100?
Т.е. если Вы в ручном режиме переместите станок по нц чтобы отразилось 100 мм в нц,он фактически проедет 100 с копейками?
тогда чуть подкорректировать микрошаг
Поделиться91725-12-2019 13:14:00
- Местный
- Откуда: Брянск
- Зарегистрирован: 18-09-2014
- Приглашений: 0
- Сообщений: 100
- Уважение: +3
- Позитив: +25
- Пол: Мужской
- Провел на форуме:
4 дня 4 часа - Последний визит:
19-03-2025 11:52:36
Администратор написал(а):
Т.е. если Вы в ручном режиме переместите станок по нц чтобы отразилось 100 мм в нц,он фактически проедет 100 с копейками?
тогда чуть подкорректировать микрошаг
нет, он проезжает ровно 100 мм но в строке координат стоит не 100, эти значения всегда разные в зависимости от длины перемещения, если отправить портал например 30-40 мм это будет 30.007 у меня шаги уже выставлены, там 7 цифр после запятой, по сути ей столько и не надо, но как бы я не настраивал шаг результат остается одинаковый, мне просто стало интересно, почему на двух станках по разному, версия нц студии одинаковая, станки - комплектующие разные, неужели это от железа или от платы 3d зависит?
И еще интересный факт, если перемещать портал вручную на 10 мм в строке координат в нц студио сумма недоворота увеличивается: отправляю на 10 - 9.99, еще на 10 - 19.998, +10 - 29.995 и тд.
Отредактировано Erectly (25-12-2019 13:27:20)
Поделиться91825-12-2019 13:29:38
- Гуру
- Откуда: г. Саратов
- Зарегистрирован: 09-05-2009
- Приглашений: 0
- Сообщений: 1172
- Уважение: +388
- Позитив: +694
- Пол: Мужской
- Возраст: 73 [1952-06-07]
- Провел на форуме:
28 дней 13 часов - Последний визит:
Сегодня 13:25:15
Вообще фреза как рабочий инструмент не точка, а окружность некоторой величины. При интерпретации УП в зависимости от способа (стратегии) обработки проход инструмента не будет совпадать с длинной вектора на его концах на +/- шаг подачи.
Поделиться91925-12-2019 13:40:24
Параметр который за это отвечает называется mm/puls. То есть сколько ММ в одном импульсе STEP. Разделите 100мм на указанное значение, у Вас должно получиться целое число микрошагов. Можно выставить теоретическое значение с учетом коэффициента редукции и шага швп.
Erectly написал(а):
мне просто стало интересно, почему на двух станках по разному
Видимо из за разного деления шага на драйвере.
Поделиться92025-12-2019 13:44:27
- Местный
- Откуда: Брянск
- Зарегистрирован: 18-09-2014
- Приглашений: 0
- Сообщений: 100
- Уважение: +3
- Позитив: +25
- Пол: Мужской
- Провел на форуме:
4 дня 4 часа - Последний визит:
19-03-2025 11:52:36
adres написал(а):
Вообще фреза как рабочий инструмент не точка, а окружность некоторой величины. При интерпретации УП в зависимости от способа (стратегии) обработки проход инструмента не будет совпадать с длинной вектора на его концах на +/- шаг подачи.
так я не фрезу по траектории пускаю, а просто перегоняю портал в ручную. и возможно он и не доезжает эти микро десятки, но я же это никак не померю. Мне просто интересно почему так происходит.
Поделиться92125-12-2019 13:47:04
- Местный
- Откуда: Брянск
- Зарегистрирован: 18-09-2014
- Приглашений: 0
- Сообщений: 100
- Уважение: +3
- Позитив: +25
- Пол: Мужской
- Провел на форуме:
4 дня 4 часа - Последний визит:
19-03-2025 11:52:36
vasa29 написал(а):
Параметр который за это отвечает называется mm/puls. То есть сколько ММ в одном импульсе STEP. Разделите 100мм на указанное значение, у Вас должно получиться целое число микрошагов. Можно выставить теоретическое значение с учетом коэффициента редукции и шага швп.
Видимо из за разного деления шага на драйвере.
извините, я не хочу тут тему засорять сообщениями своими. Но, я настраивал оба станка по шагам и еще раз повторю оба проезжают заданное расстояние правильно, но на одном нц показывает целое значение перемещения, на другом нет.
Поделиться92225-12-2019 14:01:10
Так как вопрос носит академический характер, то:
Если не учитывать люфт и погрешность ШД в 5%, то проезжает столько сколько написано. Данный параметр зависит от деления шага на дрйвере, коэффицента редукции (при наличии редуктора) и шага ШВП или модуля рейки.
Просто в 100мм оказывается не целое число шагов, а ШД так не умеет.
Поделиться92325-12-2019 15:33:55
- Гуру
- Откуда: г. Саратов
- Зарегистрирован: 09-05-2009
- Приглашений: 0
- Сообщений: 1172
- Уважение: +388
- Позитив: +694
- Пол: Мужской
- Возраст: 73 [1952-06-07]
- Провел на форуме:
28 дней 13 часов - Последний визит:
Сегодня 13:25:15
Erectly написал(а):
так я не фрезу по траектории пускаю, а просто перегоняю портал в ручную. и возможно он и не доезжает эти микро десятки, но я же это никак не померю. Мне просто интересно почему так происходит.
"а просто перегоняю портал в ручную"!!!, но жду прецезионности! Когда же, понятно, "возможно он и не доезжает эти микро десятки" как раз в силу чисто ручного, а не цифрового управления так ли уж "я же это никак не померю"?
Загрузите любую управляющую программу в NC Studio, перейдите в ней на закладку "Manual" и назначьте выбором нужный Вам шаг (от 0,01 мм до 10 мм) и уж затем наделайте переход на нужное Вам расстояние. Если при этом оно не будет корректно выполнено, то, значит, либо станок не откалиброван (и, соответственно требуется калибровка шагов), либо есть неисправность в управлении.
Поделиться92425-12-2019 18:06:47
Erectly написал(а):
извините, я не хочу тут тему засорять сообщениями своими. Но, я настраивал оба станка по шагам и еще раз повторю оба проезжают заданное расстояние правильно, но на одном нц показывает целое значение перемещения, на другом нет.
Микрошаг на драйверах какой? Может поменьше поставить?
Поделиться92506-01-2020 23:18:20
Подскажите, как правильно в программе УП NC Studio 5.5.60.0 закомментировать строку, что бы она отображалась, но не выполнялась
Поделиться92607-01-2020 11:18:03
Роман написал(а):
Подскажите, как правильно в программе УП NC Studio 5.5.60.0 закомментировать строку, что бы она отображалась, но не выполнялась
Так (....................................)
Пример.
%
N1 (NC FILE: ArtCam)
N2 (90.0 градус V-Bit 3.175 мм dia.)
N3 (X MIN:0.000 Y MIN:0.000 Z MIN:-20.000)
N4 (X MAX:600.000 Y MAX:600.000 Z MAX:-20.000)
N5 (FEED RATES IN MM PER MINUTE)
N6 (CUTTING FEED RATE:3000)
N7 (PLUNGE FEED RATE :700)
N8 (RAPID FEED RATE :9999)
N9 (OUTPUT UNITS : MM)
Поделиться92718-01-2020 05:29:39
- Гуру

- Откуда: Иркутск - Хомутово
- Зарегистрирован: 29-07-2009
- Приглашений: 0
- Сообщений: 1656
- Уважение: +1608
- Позитив: +1204
- Пол: Мужской
- Возраст: 58 [1967-04-13]
- Провел на форуме:
1 месяц 19 дней - Последний визит:
02-07-2025 12:31:53
NCStudio 5.5.60 С помощью гугл переводчика и собственного представления попытался доработать русификацию. Получилось не все. Выкладываю на суд общественности: Мой вариант русика Проверил работу на WIN 7 32. Проблем не было...Может некоторые пункты можно было бы перевести и лучше, но как получилось. Предлагайте варианты перевода.
PS Несколько пунктов меню отображаются все равно на буржуйском...
Отредактировано 130467 (18-01-2020 05:32:05)
Поделиться92818-01-2020 09:06:52
- Гуру
- Откуда: г. Саратов
- Зарегистрирован: 09-05-2009
- Приглашений: 0
- Сообщений: 1172
- Уважение: +388
- Позитив: +694
- Пол: Мужской
- Возраст: 73 [1952-06-07]
- Провел на форуме:
28 дней 13 часов - Последний визит:
Сегодня 13:25:15
У меня стоит Студио 5.5.60 с переводом от фирмы Юсто. (перевод wwwyusto.ru , раздел "помощь", далее - "программное обеспечение для фрезерных станков")
При замене на Ваши файлы никаких изменений не произошло.
Может, что не так делал?
Для контроля ещё один раз перекачал архив и снова заменил = результат тот же.
Поделиться92918-01-2020 12:12:33
Предлагайте варианты перевода.
Обновил 07.05.2020 Перекачайте кому это нужно. 
Центр отверстия не обнулял координаты осей XY, поправил перезаписал.
Стационарный датчик:
Открываем public находится в папке NCStudio
И правим макросы О16 и О17 находим строку
X=#-9 Y=#-10 и туда прописывает свои координаты вашего датчика.
Добавлено.
Для Кромкоискатель,Центр отверстия. 3D Touch Probe - прописан в public шар диаметром 2mm

https://drive.google.com/file/d/1P3ixWt … sp=sharing
NCstudio 5.5.60.ru  Яндекс диск
Яндекс диск
Сборная солянка 

Отредактировано NikolayUa24 (02-11-2020 10:14:10)
Поделиться93018-01-2020 12:48:08
- Местный
- Откуда: ХМАО-Югра г.Югорск
- Зарегистрирован: 28-03-2011
- Приглашений: 0
- Сообщений: 152
- Уважение: +57
- Позитив: +341
- Пол: Мужской
- Возраст: 47 [1978-02-16]
- Провел на форуме:
11 дней 21 час - Последний визит:
01-06-2022 11:04:49
я человек сильно ленивый вводить пасс каждый раз, по этому добавил, скопировать-вставить
поле с паролем в ncui.dll
DIALOG 1114
CONTROL "ncstudio", 0, EDIT, ES_CENTER | ES_MULTILINE | WS_CHILD | WS_VISIBLE | WS_BORDER | WS_TABSTOP, 14, 60, 35, 12
номер исполняемого кадра и отслеживание исполняемого кадра в ncui.dll
MENU 1106
MENUITEM "Show File Line Num&ber", 32777
MENUITEM "&Trace Current Line", 32778
Отредактировано Andrew_SV_GAD (18-01-2020 13:09:08)
Поделиться93118-01-2020 14:00:53
- Гуру
- Откуда: Иркутск - Хомутово
- Зарегистрирован: 29-07-2009
- Приглашений: 0
- Сообщений: 1656
- Уважение: +1608
- Позитив: +1204
- Пол: Мужской
- Возраст: 58 [1967-04-13]
- Провел на форуме:
1 месяц 19 дней - Последний визит:
02-07-2025 12:31:53
adres написал(а):
Может, что не так делал?
Посмотрите внимательнее менюшки. Там что смог перевел. Так же подкорректировал перевод в окнах.
NikolayUa24 написал(а):
Перевод не мой тут сборная солянка
А Вы можете поделится файликами? Отличная солянка!!!
NikolayUa24 Andrew_SV_GAD давайте объединим все решения, как вы на это смотрите?
Поделиться93218-01-2020 14:01:28
поле с паролем в ncui.dll
сделал так
Отредактировано NikolayUa24 (21-01-2020 08:14:26)
Поделиться93318-01-2020 14:45:44
- Гуру
- Откуда: Иркутск - Хомутово
- Зарегистрирован: 29-07-2009
- Приглашений: 0
- Сообщений: 1656
- Уважение: +1608
- Позитив: +1204
- Пол: Мужской
- Возраст: 58 [1967-04-13]
- Провел на форуме:
1 месяц 19 дней - Последний визит:
02-07-2025 12:31:53
NikolayUa24 написал(а):
пробовал добавить но у вы
Та же петрушка. Специально скачал ресурс хакер чтобы поправить файл, но ничего не вышло.
Сам пользуюсь Restorator 2009, но у него нет возможности в таком режиме править окна.
Скачал Restorator 2018, тоже не получается.
Отредактировано 130467 (18-01-2020 15:10:29)
Поделиться93418-01-2020 16:48:16
Та же петрушка
Все получилось закинул на Яндекс диск.
Поделиться93518-01-2020 17:10:17
- Гуру
- Откуда: Иркутск - Хомутово
- Зарегистрирован: 29-07-2009
- Приглашений: 0
- Сообщений: 1656
- Уважение: +1608
- Позитив: +1204
- Пол: Мужской
- Возраст: 58 [1967-04-13]
- Провел на форуме:
1 месяц 19 дней - Последний визит:
02-07-2025 12:31:53
NikolayUa24 написал(а):
Все получилось закинул на Яндекс диск.
Спасибо, скачал. А в чем ошибка была? Почему не получалось?
Поделиться93618-01-2020 17:18:42
130467 написал(а):
NikolayUa24 написал(а):
Все получилось закинул на Яндекс диск.
Спасибо, скачал. А в чем ошибка была? Почему не получалось?
Подпись автора
Ученье свет! А не ученье - на работу чуть свет!

А не получалось потому что я тупо вставлял текст как предлагал Andrew_SV_GAD. А нужно было добавить окна и туда вставить текст.  бывает так что сначала делаешь а потом только начинаешь думать
бывает так что сначала делаешь а потом только начинаешь думать 
Поделиться93719-01-2020 00:24:09
- Местный
- Откуда: ХМАО-Югра г.Югорск
- Зарегистрирован: 28-03-2011
- Приглашений: 0
- Сообщений: 152
- Уважение: +57
- Позитив: +341
- Пол: Мужской
- Возраст: 47 [1978-02-16]
- Провел на форуме:
11 дней 21 час - Последний визит:
01-06-2022 11:04:49
Уважаемые Гуру нашего форума, прошу прощения за неточность в изложении правильной правки файла, но сильно рад что получилось.
Вот по этой ссылке лежит очень нужная инфа. Сам я в этом не бум-бум, но читать умею и иногда даже успешно применять.
И ещё нужная страничка для каждого ЧПУ`шника.
Отредактировано Andrew_SV_GAD (19-01-2020 00:31:06)
Поделиться93819-01-2020 14:50:26
- Гуру
- Откуда: Иркутск - Хомутово
- Зарегистрирован: 29-07-2009
- Приглашений: 0
- Сообщений: 1656
- Уважение: +1608
- Позитив: +1204
- Пол: Мужской
- Возраст: 58 [1967-04-13]
- Провел на форуме:
1 месяц 19 дней - Последний визит:
02-07-2025 12:31:53
NikolayUa24 А кто правил русский язык в NCшке? Можно как то связаться с ним? Интересно узнать как он правит действия кнопок. Сегодня заметил интересную и почти отличную штуку. Стоп программы по пробелу. Попытался переделать чтобы по пробелу была пауза, но не получилось. В всплывающей подсказке к кнопке надписи меняются, а в реале все по старому... Причина простая. после нажатия пауза станок поднимает фрезу на высоту безопасности над заготовкой, а при стопе просто немного приподнимает. Если резать фанеру, к примеру, то фреза все равно останется в материале. И после возобновления станок делает лишние телодвижения. Пауза как ни крути лучше. Да, пауза работает только при клике мышкой на кнопку меню. При нажатии реальной клавиши ничего не происходит...
Поделиться93919-01-2020 15:56:37
Кто правил язык не знаю.
Отредактировано NikolayUa24 (21-01-2020 19:38:59)
Поделиться94030-01-2020 15:07:22
Такой вопрос. В NC-Studio у меня по осям имеется ограничение в 400мм/мин. Когда даю команду домой, то движется со скоростью 800мм/мин (кроме оси Z, там все верно) и пропуск шагов. Может кто встречал такое. Может я в настройках что-то недовключил?
Отредактировано DAOS_TR (30-01-2020 15:07:40)
Поделиться94130-01-2020 16:53:31
DAOS_TR написал(а):
Такой вопрос. В NC-Studio у меня по осям имеется ограничение в 400мм/мин. Когда даю команду домой, то движется со скоростью 800мм/мин (кроме оси Z, там все верно) и пропуск шагов. Может кто встречал такое. Может я в настройках что-то недовключил?
Отредактировано DAOS_TR (Сегодня 14:07:40)
Подпись автора
Движение это жизнь. Или ты сам двигаешься или жизнь тащит тебя ухватив за что придётся.
Открываем public и смотрим O101 - О104 там 100% стоит 800.
Отредактировано NikolayUa24 (30-01-2020 16:56:44)
Поделиться94209-02-2020 16:08:38
Подскажите, какая версия нс работает с полуавтоматической сменой инструмента? Фасад делается 3 фрезами: отработал 1 фрезой, встал - просит сменить фрезу, сменил, нажал продолжить.
тут либо берется коррекция по номеру фрезы из таблички, либо все фрезы выставлены в патроне в один размер.
Рассматриваю покупку фрезера, но Продавцы таких чпу не могут внятно ответить, а цена несоответствия желаемому велика (за 1млн руб), типа после покупки наладчик расскажет
Как вариант взять обычный фрезер под переделку, но китайские продавцы плат признают только автомат/ручная смена и тоже не дают внятного ответа в т.ч. по lambda3
Версии отработать 1уп, сменить фрезу, обнулить, запустить другую уп неинтересны
Поделиться94309-02-2020 18:31:18
Alexii написал(а):
тут либо берется коррекция по номеру фрезы из таблички, либо все фрезы выставлены в патроне в один размер.
Или через стационарный датчик ноля по Z.
Поделиться94409-02-2020 18:57:15
тут либо берется коррекция по номеру фрезы из таблички
А где такая табличка в НЦ ? в 5 и 10 не находил такого.
либо все фрезы выставлены в патроне в один размер.
В постпроцессоре ATC вместо М6 прописать М0.
Отредактировано NikolayUa24 (10-02-2020 11:12:23)
Поделиться94510-02-2020 21:39:59
штото гонять через датчик каждый раз сомнительно. Вроде на некоторых видосиках при автосмене берет фрезу и продолжает работать, значит ранее замеряет и куда-то сохраняет размер. один продавец нс плат говорит что будет работать, но версию умалчивает
Поделиться94710-02-2020 21:59:35
- Администратор
- Откуда: Россия
- Зарегистрирован: 02-10-2009
- Приглашений: 342
- Сообщений: 7812
- Уважение: +3008
- Позитив: +1984
- Пол: Мужской
- Провел на форуме:
10 месяцев 2 дня - Последний визит:
07-07-2025 21:38:33
Alexii написал(а):
один продавец нс плат говорит что будет работать, но версию умалчивает
насколько знаю что и 8-ка и 10-ка нсшки должны поддерживать автосмену
Поделиться94810-02-2020 22:55:36
В 10 нету ATC. Кусачая получается НЦешка + АТС шпиндель. За такие деньги можно найти что то по новее под 64 винду.
NCStudio v10 NCStudio v8
Отредактировано NikolayUa24 (10-02-2020 23:13:36)
Поделиться94911-02-2020 08:47:33
автосмена меня не впечатляет, даже быстрая, под порталом. По ней вопросов нет. Для фасадов - это нестинг, таких задач нет. Хотя коллеги делают нестингом по 2-6 фасадов макитой.
Вопрос получается по лямбдам, они идут с разными прошивками и соотв. какие то функции закрыты, какие то открыты. это 85а или 95а версии 3S
А еще есть устаревший неоригинал 53с, там должна быть нс8.хх, только нет информации по поддержке команд смены инструмента и продолжения работы.
Правда, помимо версии нс есть еще одна проблема с подготовкой уп для последовательной смены инструмента. В арткаме7 не обнаружил такой возможности.
Поделиться95011-02-2020 10:37:39
Alexii написал(а):
проблема с подготовкой уп для последовательной смены инструмента. В арткаме7 не обнаружил такой возможности.
В Арткаме создайте свою базу инструмента с реальными фрезами и каждой фрезе присвойте порядковый номер. А для вывода всех УП в одну используйте постпроцессор с поддержкой авто смены.
На выходе получите такую УП.
При выборе контролера с авто сменой я бы смотрел в сторону ETH контролеров ,а не на старуху 20 летней давности-NCStudio,как бы Китайцы не красили губы НЦешке она красивей и моложе не станет.Тот же Мач на винде 64 бит с внешним контролером ETH-4Мгц ставит в позу НЦешку по времени и качеству обработки 3D.
Отредактировано NikolayUa24 (11-02-2020 11:09:17)
Поделиться95111-02-2020 22:01:35
когда год назад работал в нс загружая ее в ms-dos, хотел избавиться только от необходимости перезагружаться в winxp , для исправления косячной уп. А сегодня продавец чпу снова убеждал что после отработки одной фрезой вполне удобно быстро на полуавтомате поставить другую, обнулить и загрузить другую уп из другой папки. В общем, в пост процессоре сила получается и в правке подпрограмм самой нс, ну или написании своих пп
Поделиться95202-03-2020 13:49:48
Здравствуйте, подскажите пожалуйста, в чем может быть проблема. Станок фрезерный 3координатный, после чистовой обработки на поверхности образуется волнистая поверхность, хотя должен быть чёткий контур. В чем искать проблему? 
Поделиться95302-03-2020 14:01:13
Валентина Корчагина написал(а):
В чем искать проблему?
Визуализацию модели покажите.
Поделиться95402-03-2020 14:25:07
Трехмерки ничегт не показывают, на отклонение геометрии
Поделиться95502-03-2020 14:49:21
- Администратор
- Откуда: Россия
- Зарегистрирован: 02-10-2009
- Приглашений: 342
- Сообщений: 7812
- Уважение: +3008
- Позитив: +1984
- Пол: Мужской
- Провел на форуме:
10 месяцев 2 дня - Последний визит:
07-07-2025 21:38:33
Валентина Корчагина написал(а):
образуется волнистая поверхность
Нехватка жесткости станка,нехватка жесткости фрезы,большой съем материала за раз и т.д.
Поделиться95602-03-2020 15:14:15
Валентина Корчагина написал(а):
Трехмерки ничегт не показывают, на отклонение геометрии
Ну Вам виднее.
Поделиться95713-03-2020 19:48:36
Здравствуйте.Проблема с калибровкой оси z.Станок не реагирует на касание фрезой концевика и не останавливает подачу вниз.пишет waiting.Помогает только отключение частотника
Поделиться95813-03-2020 22:24:41
- Местный
- Откуда: ХМАО-Югра г.Югорск
- Зарегистрирован: 28-03-2011
- Приглашений: 0
- Сообщений: 152
- Уважение: +57
- Позитив: +341
- Пол: Мужской
- Возраст: 47 [1978-02-16]
- Провел на форуме:
11 дней 21 час - Последний визит:
01-06-2022 11:04:49
gavalex написал(а):
Здравствуйте.Проблема с калибровкой оси z.Станок не реагирует на касание фрезой концевика и не останавливает подачу вниз.пишет waiting.Помогает только отключение частотника
а вообще реагирует на пластинку пробника на других местах станка? может проблема в этом.
Поделиться95914-03-2020 10:30:09
Нет,понимаете,прога вроде как бы и работает,но не реагирует ни на касание,ни на стоп,ни на паузу.Даже если до контакта с пробником процесс калибровки попробовать остановить,он не прекращается,пока фазы не рубанешь.Переустановка даст результат?
Поделиться96014-03-2020 13:44:28
- Местный
- Откуда: ХМАО-Югра г.Югорск
- Зарегистрирован: 28-03-2011
- Приглашений: 0
- Сообщений: 152
- Уважение: +57
- Позитив: +341
- Пол: Мужской
- Возраст: 47 [1978-02-16]
- Провел на форуме:
11 дней 21 час - Последний визит:
01-06-2022 11:04:49
gavalex написал(а):
Нет,понимаете,прога вроде как бы и работает,но не реагирует ни на касание,ни на стоп,ни на паузу.Даже если до контакта с пробником процесс калибровки попробовать остановить,он не прекращается,пока фазы не рубанешь.Переустановка даст результат?
Нет, проблема вероятно на аппаратном уровне, где-то отвалился провод. Надо прозвонить цепь - крокодил на пластинку и искать пока коротыш не появится и как следствие срабатывание. Скорость ставим 10% портал будет опускаться очеееееень медленно и начинаем переборку проводов или берём мультиметр и находим проблему.
Поделиться96117-03-2020 13:41:54
Спасибо.Но почему процесс калибровки не остановить вручную?
Поделиться96220-03-2020 19:02:52
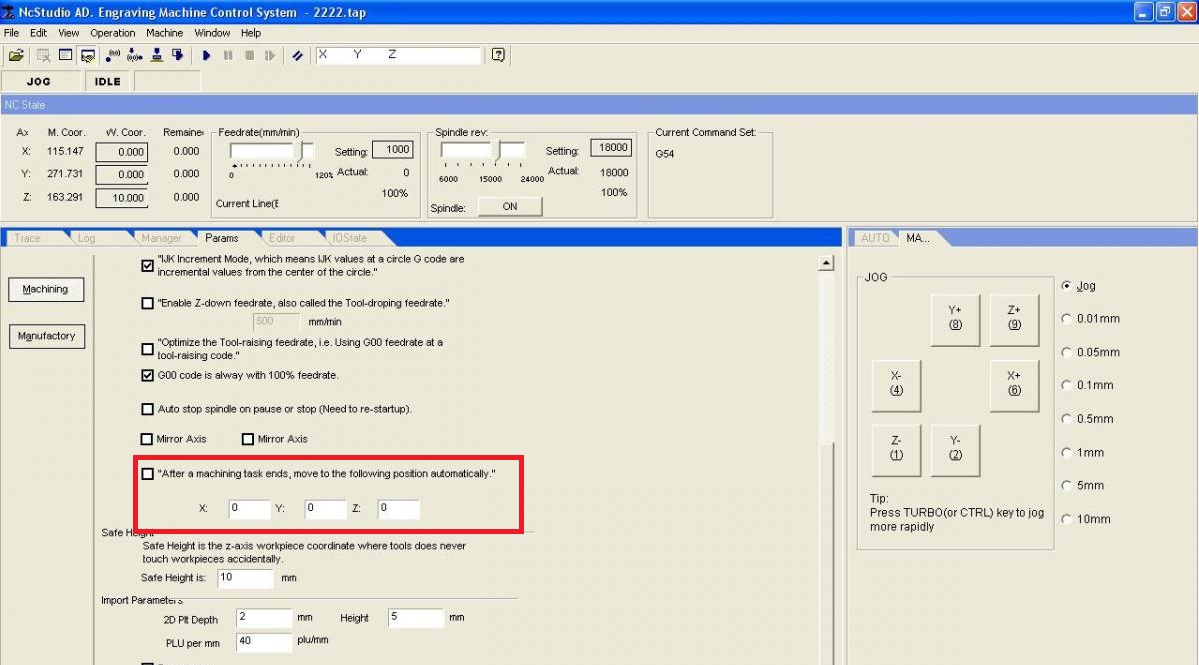
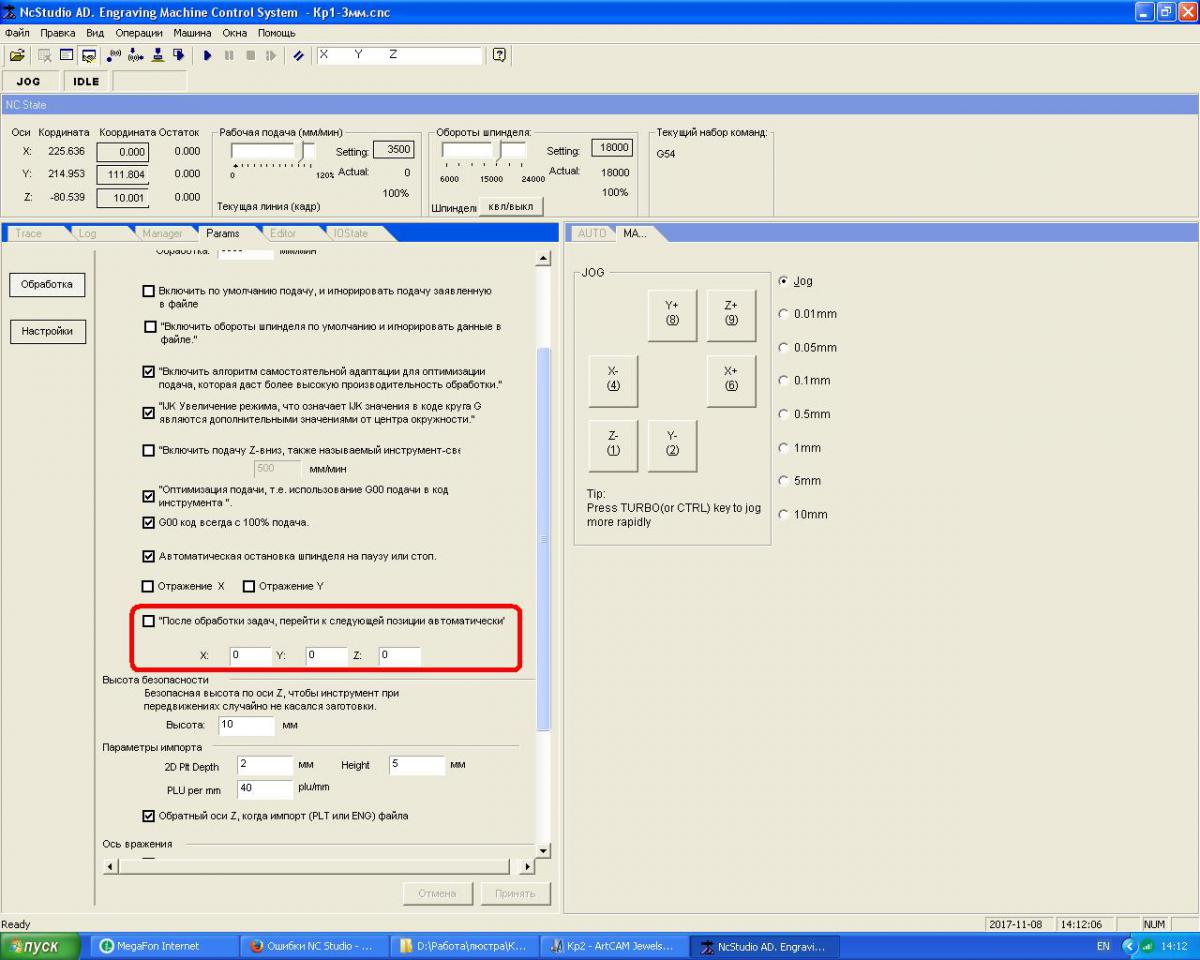
Еще вопрос.После окончания работы станок возвращается в ноль,останавливается шпиндель,а после отъезжает еще назад (не в машинный ноль) и опускается ниже.Как будто у него две начальные точки
Поделиться96320-03-2020 23:21:11
- Долгожитель

- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: +186
- Позитив: +198
- Пол: Мужской
- Возраст: 53 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
gavalex написал(а):
Как будто у него две начальные точки
дайте УП на которой так делает - либо прописано в постпроцессоре, либо в настройках NC поискать "парковку"
см ниже
Отредактировано TATAPNH (21-03-2020 09:44:53)
Поделиться96523-07-2020 13:51:58
Всем привет, нужна помощь контроллер ЧПУ Pcimc 3D, осевой контроллер AIGT 2MD860HS. Станок китайский, не имеет никаких обозначений. Помогите подобрать постпроцессор. Начинает вести себя странно, не один пост процессор правильно не работает. В Арткаме допустим один размер, после переноса в NS Studio режет вообще не по оригинальным размерам. Может вместо квадрата начать резать круг потом квадрат и вообще других размеров 

Поделиться96603-10-2020 23:20:17
Добрый всем! Вот такая проблемка вылезла- после авто калибровки всех осей(3 asix) может не проблема но как отключить функцию возврат после работы станка на точку где производилась калибровка. Поясню- По окончянии работы портал движется на нулевую точку заданную в программе, выключается шпиньдель - приехали далее через секунду портал движется на точку где калибровался станок- КАК это отключить ? Что бы станок оставался на ноле заданном в программе!Надеюсь вы меня поняли-объяснил как смог.
Поделиться96809-11-2020 00:15:21
vasa29 написал(а):
СПАСИБО!!!
Поделиться96920-11-2020 12:31:03
Добрый день! Знатаки, такой вопрос. Чпу доминант, воздушное охлождение, на 18000об., когда запускаю программу работать, после завершения, запускаю снова нажатием F9 старт, один а иногда и два шпинделя перестают крутиться, в ncstudio показываеться желтая строка с ироглифами, на инверторе пишет Е00А, что это может быть и как это починить?
Поделиться97020-11-2020 12:55:18
2m.6e3.3cm написал(а):
на инверторе пишет Е00А
Попробуйте увеличить время торможения,
Поделиться97120-11-2020 13:27:00
NikolayUa24 написал(а):
Попробуйте увеличить время торможения,
Конкретней где и как это сделать?
Поделиться97220-11-2020 13:39:46
2m.6e3.3cm написал(а):
Конкретней где и как это сделать?
Поделиться97322-11-2020 10:28:21
Здравствуйте. У меня плата опторозвязки на 5 осей. Имеет два вода: lpt и NC. Счас работаю с lpt входом (5 осей). Вопрос: если я подключусь к NC входу 5 осей будет работать?
Поделиться97423-11-2020 00:01:40
- Местный
- Откуда: ХМАО-Югра г.Югорск
- Зарегистрирован: 28-03-2011
- Приглашений: 0
- Сообщений: 152
- Уважение: +57
- Позитив: +341
- Пол: Мужской
- Возраст: 47 [1978-02-16]
- Провел на форуме:
11 дней 21 час - Последний визит:
01-06-2022 11:04:49
Нет Уважаемый NC Поддерживает 3 оси, за исключением последних редакций платы.
Поделиться97517-12-2020 12:37:43
Здравствуйте спецы!!!Подскажите почему при отправке домой портал движется в минус по Х за пределы рабочего поля?
Поделиться97617-12-2020 13:04:50
- Администратор
- Откуда: Россия
- Зарегистрирован: 02-10-2009
- Приглашений: 342
- Сообщений: 7812
- Уважение: +3008
- Позитив: +1984
- Пол: Мужской
- Провел на форуме:
10 месяцев 2 дня - Последний визит:
07-07-2025 21:38:33
Дун написал(а):
Здравствуйте спецы!!!Подскажите почему при отправке домой портал движется в минус по Х за пределы рабочего поля?
не срабатывает концевик.
Поделиться97717-12-2020 15:58:29
помогите решить проблему при смене уп станок по X смещается около миллиметра в право то есть первая уп нормально а следующая смещена немного относительно предыдущей проверено все что возможно на другом станке он управляется мач все в норме а нцшка касячит где искать касяк не знаю кажется перепробовал все
Поделиться97816-01-2021 12:55:00
друзья помогите настроить ось x.направляющие x-y выставлены точно по ходу фрезы.только 
если прижать заготовку к Y то появляется щель -Y по длине режет идеально а по X надо настороить.
Поделиться97916-01-2021 12:55:15
друзья помогите настроить ось x.направляющие x-y выставлены точно по ходу фрезы.только
если прижать заготовку к Y то появляется щель -Y по длине режет идеально а по X надо настроить.
Поделиться98016-01-2021 13:12:28
Либо деталь не имеет угла, либо не ортогональны оси X и Y станка. Поверочный угольник есть?
Поделиться98117-01-2021 18:38:29
к деталям нет вопросов.с 3-х пил заготовки так ложатся
Поделиться98217-01-2021 20:16:16
vasa29 написал(а):
Либо деталь не имеет угла, либо не ортогональны оси X и Y станка. Поверочный угольник есть?
зачем угольник если выставил ровно по ходу фрезы
Поделиться98317-01-2021 20:43:13
dennes написал(а):
зачем угольник если выставил ровно по ходу фрезы
Зачем просто, если можно сложно.
Поделиться98417-01-2021 21:09:17
vasa29 написал(а):
Зачем просто, если можно сложно.
.говорю же икс уходит на лобаче 797 примерно 3мм
Отредактировано dennes (14-02-2021 11:40:29)
Поделиться98517-01-2021 21:13:14
dennes написал(а):
а не попиздеть.
Тогда делайте что говорят и комментируйте результаты.
Поделиться98619-01-2021 21:54:39
дело в том что когда выставляю по угольнику то лобачи на 8оо и шире с правой стороны уводят рисунок на 3мм вниз.присадка кривоватая под ручки.как выход -ложить такие детали в длину.в меню настроек тёмный лес да ещё на англицком.может есть у кого русификатор для 8-ки.спасибо.
Отредактировано dennes (19-01-2021 22:01:15)
Поделиться98714-02-2021 11:45:13
ура.решили вопрос ручками.кому надо на будущее-отключаем станок .двигаем бошку к нижним упорам.у меня левый прижался а правый не доехал 10мм.двигаем правый в упор.включаемся и настраиваем 0 по всем осям заново.всем спасибо.
Поделиться98818-02-2021 11:05:04
доброго времени. может кто сталкивался NcStudio5.5.60 ругается на g99/98 ? если да то как бороться?
понимаю что в паблик.дат нужно дописать но может есть примеры?
Поделиться98919-02-2021 16:10:45
- Гуру
- Откуда: Иркутск - Хомутово
- Зарегистрирован: 29-07-2009
- Приглашений: 0
- Сообщений: 1656
- Уважение: +1608
- Позитив: +1204
- Пол: Мужской
- Возраст: 58 [1967-04-13]
- Провел на форуме:
1 месяц 19 дней - Последний визит:
02-07-2025 12:31:53
Добрый день.
Назрел вопрос, можно ли в NCшке сделать так, чтобы при запуске был масштаб к примеру 20%, а не 50 ? И вид стола изменить? Откровенно говоря надоело при каждом включении менять масштаб и положение стола в окне просмотра...
Поделиться99027-02-2021 19:58:49
Можно л НЦ-студии 5.5.60 указать где находится датчик дома по Х?
Датчик стоит на Х +600мм, а не на 0. Чтобы не переставлять датчик в другой конец (там неудобно). Датчик стоит там где красный кружок и подписан. Переделываю мелкого китайца с Мач на студию. Датчики стояли механические, поставил индуктивные.
Или не морочить голову и поставить датчик в начало координат Х ?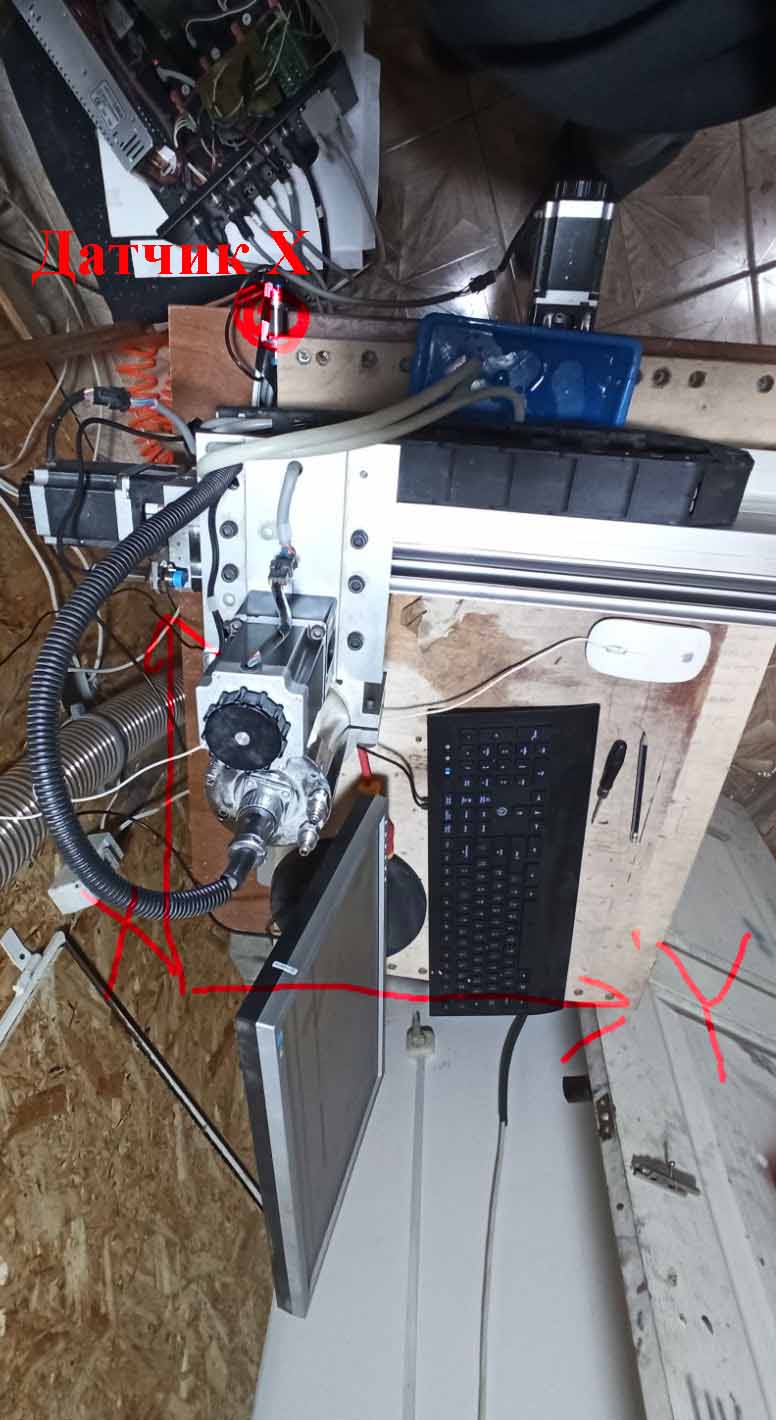
Отредактировано belazov (27-02-2021 22:22:53)
Поделиться99128-02-2021 05:53:54
Вообще то, это его место и есть, систему координат правильно на станок наложите.
Стоя к станку лицом, левый ближний угол ДОМ, слева направо Х, ближе дальше У.
Датчик вы можете хоть посередине поставить, но как правило ставят в крайних положениях, главное обучить контроллер в какой стороне он находится.
Поделиться99228-02-2021 09:15:24
belazov написал(а):
Можно л НЦ-студии 5.5.60 указать где находится датчик дома по Х?
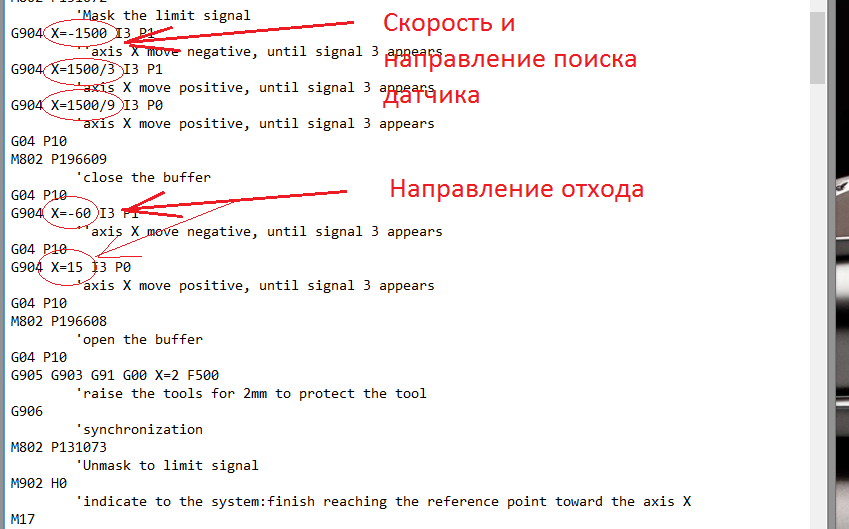
Открываем файл public.dat в папке ncStudio с помощью блокнота. Находим такие строки .там все по разделам они подписаны на английском.но вполне понятно
belazov написал(а):
Или не морочить голову и поставить датчик в начало координат Х ?
Мне проще перенести датчик и не задумываться в будущем.
Dark Knight написал(а):
Вообще то, это его место и есть, систему координат правильно на станок наложите.
Поделиться99328-02-2021 10:55:39
Dark Knight написал(а):
главное обучить контроллер в какой стороне он находится.
я об этом и спрашиваю в самой первой фразе "Можно ли НЦ-студии 5.5.60 указать где находится датчик дома по Х?"
Спасибо vasa29 - вы все поняли правильно! За понимание и частицу масла из вашей головы - моя благодарность 
Отредактировано belazov (28-02-2021 11:27:26)
Поделиться99428-02-2021 11:26:31
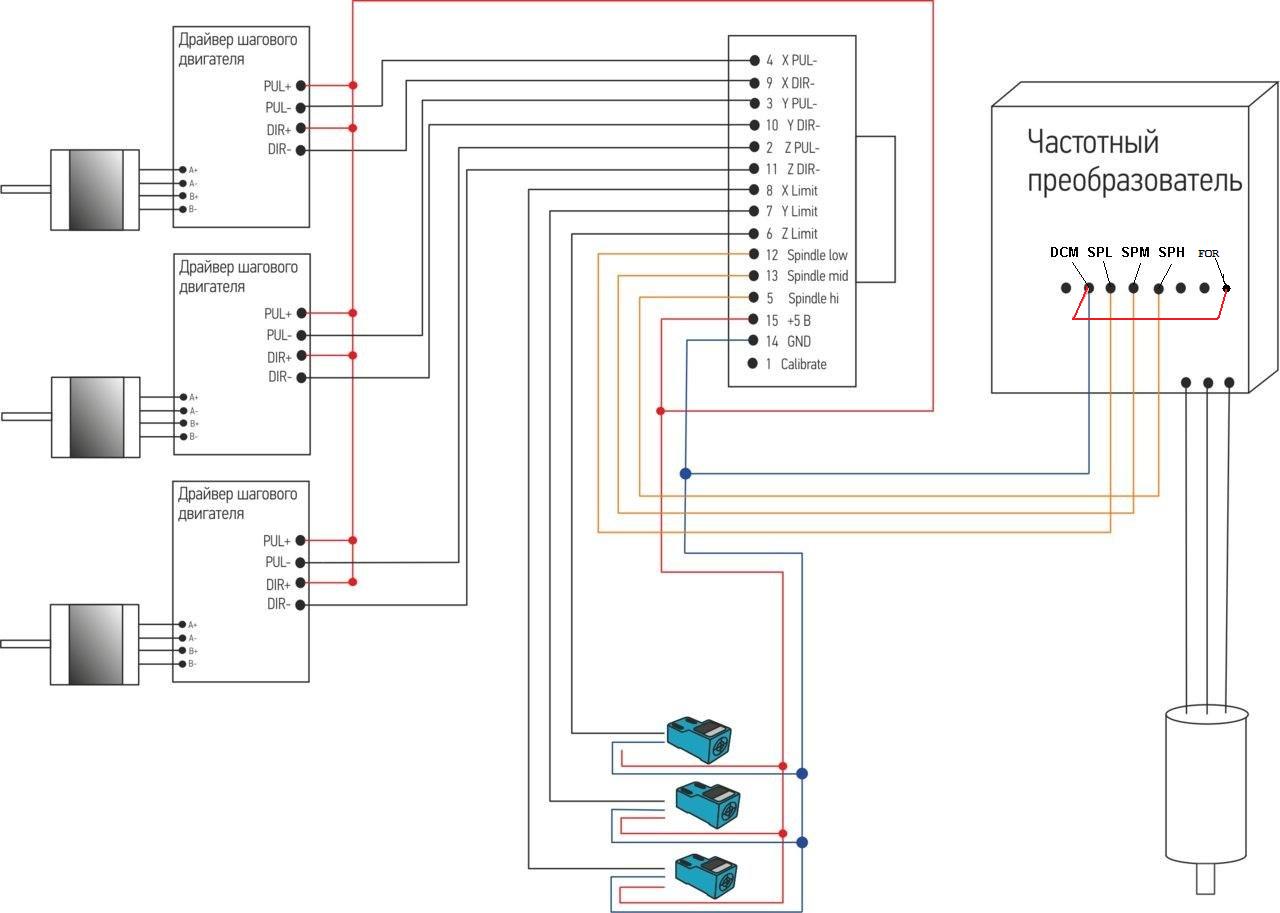
Подскажите пожалуйста где посмотреть по подключению к НЦСтудии 5,5,60 :
1) инвертора HY02D223B
2) инвертора NOWFOREVER E-100
инверторы мануалы
Я понимаю что надо как то запрограммировать в 1) режимы работы и выходы :SPH Многофункциональный вход 4 Задание высокой скорости; SPM Многофункциональный вход 5 Задание средней скорости ;SPL Многофункциональный вход 6 Задание низкой скорости
а в 2) Х1,Х2,Х3,Х4 и режимы.
Но пока не разобрался как((
На форумах, где этот вопрос есть - написано что сделали, но не написано как. Тема старая, участники не отвечают((
Если кому интересно выложу схему и плату опторазвязки LJ12A3-4-Z/BX к НЦстудии 5,5,60. Плату резал гравером на станке.
Отредактировано belazov (28-02-2021 16:59:13)
Поделиться99528-02-2021 12:13:18
И еще вопрос по функции , которая Калибратор - т.е. установка 0 по Z :
- если я включил калибратор и что-то пошло не так, как отключить этот процесс?
Попробовал всеми способами что придумал - только аварийной кнопкой с отключением драйверов ШД остановил.
Как остановить процесс?
Поделиться99628-02-2021 13:00:13
belazov написал(а):
Попробовал всеми способами что придумал - только аварийной кнопкой с отключением драйверов ШД остановил.
Как остановить процесс?
Что ж у вас за Е-стоп такой, что даже драйвера отключает, полностью питание выключает?
Киньте ссылку на мануал контроллера, посмотрим
Поделиться99728-02-2021 16:32:13
Dark Knight
я переделываю китайца 6040 (он был с платой под мач) на НЦстудию. Нет желания большого совсем кардинально его переделывать. В нем аварийная кнопка тупо выключает питание всего блока.
По остановке калибратора нашел волшебную кнопку это Reset (Ctrl+F12).
Остался вопрос как инверторы подключить.
Отредактировано belazov (28-02-2021 16:32:33)
Поделиться99828-02-2021 17:07:27
belazov написал(а):
Остался вопрос как инверторы подключить.
Даже лень писать как там все реализовано через Ж...
Проще как на видео а ручками регулировать обороты.
Для инвертора HY02D223B
NC
PD044..049 (назначение функций входов). PD047, 048 и 049 перепрограммировать с "фабричных" значений (17, 18 и 19) на 22, 21 и 20 соответственно (Multi-speed control).
PD080 (PLC operation) - включить управление Multi-speed, т.е. значение 2.
PD086..092 - здесь прописать 7 желаемых скоростей.
PD002 = 0, PD003 = 0.
Теперь FOR замыкаем на DCM, шпиндель при этом не должен запускаться. А если замкнуть на DCM еще и SPL/SPM/SPH в любой из 7 возможных комбинаций, должно начаться вращение с одной из заранее прописанных скоростей.
PD086-250
PD087-150
PD088-350
PD089-100
PD090-300
PD091-200
PD092-400
100- малые обороты
400- высокие обороты.
Поделиться99928-02-2021 17:31:24
NikolayUa24 написал(а):
Даже лень писать как там все реализовано через Ж...
Проще как на видео а ручками регулировать обороты.
Для инвертора HY02D223B
Николай - спасибо!
А теперь к цитате - меня больше устраивает регулировка оборотов руками ( часто в процессе работы изменяю) и включение шпинделя тоже устраивает вручную.
А вот как организовать чтобы он от НЦстудии отключался по окончании УП ?
Отредактировано belazov (28-02-2021 18:46:58)
Поделиться100028-02-2021 17:57:38
belazov написал(а):
А вот как организовать чтобы он от НЦстудии отключался по окончании УП ?
Немного не понял. На контроллере ведь есть выход Spindle ON. Разве не так у вас? Через него и организовать включение/отключение шпинделя программно.